
I’d originally (rather reluctantly) decided to make the working table out of MDF, but then a decent sized offcut of 15mm tooling plate popped up on ebay. I just needed to cut one end off:

I clamped it to the Y carriage and used the machine itself to drill holes for the securing bolts through the work table and into the carriage below it.
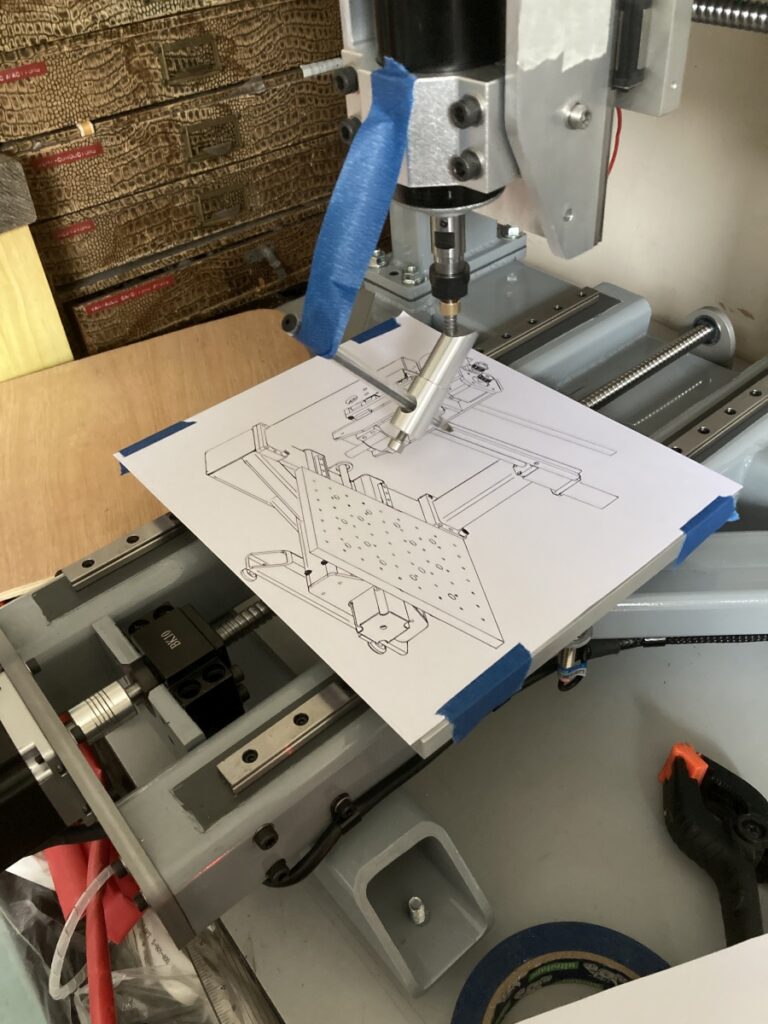
This was the first time it cut anything in anger, and my first CAM program (my mouth was very dry before I pressed the button…)
Unfortunately, just before I pressed ‘Start’, I thought that I’d just home the machine one more time, just in case…
Mere seconds earlier, I was telling myself that I needed to be careful not to go towards Y 0 because one of the clamps would hit the Y axis home switch…
Well, I was right about one thing:

The actual drilling went OK:

Another opportunity for pretty pictures – a self portrait 🙂
With everything squared up, and the spindle trammed, I was still measuring a bow in the plate used for the Y axis carriage: +/- 0.07mm in the worst points.
The X axis had been set up straight to the glass plate and I went around in circles for a while trying to decide whether it was the glass plate or the Y carriage that was out, and whether the Y guide rail mounting was pulling the carriage out of true, but removing the Y axis carriage completely and checking it with a straight edge confirmed that it was much less straight than my glass plate.
I didn’t want to pull my nice new table out of true, so I would have to trust the machine to skim the Y carriage flat (I know NOTHING about CAM or CNC programming, so feeds & speeds were, at best, educated guesses):
Some video snippets of the first, tentative cuts
Taking the first 0.1mm off the Y carriage plate:
Another 0.1mm fully cleaned it up:
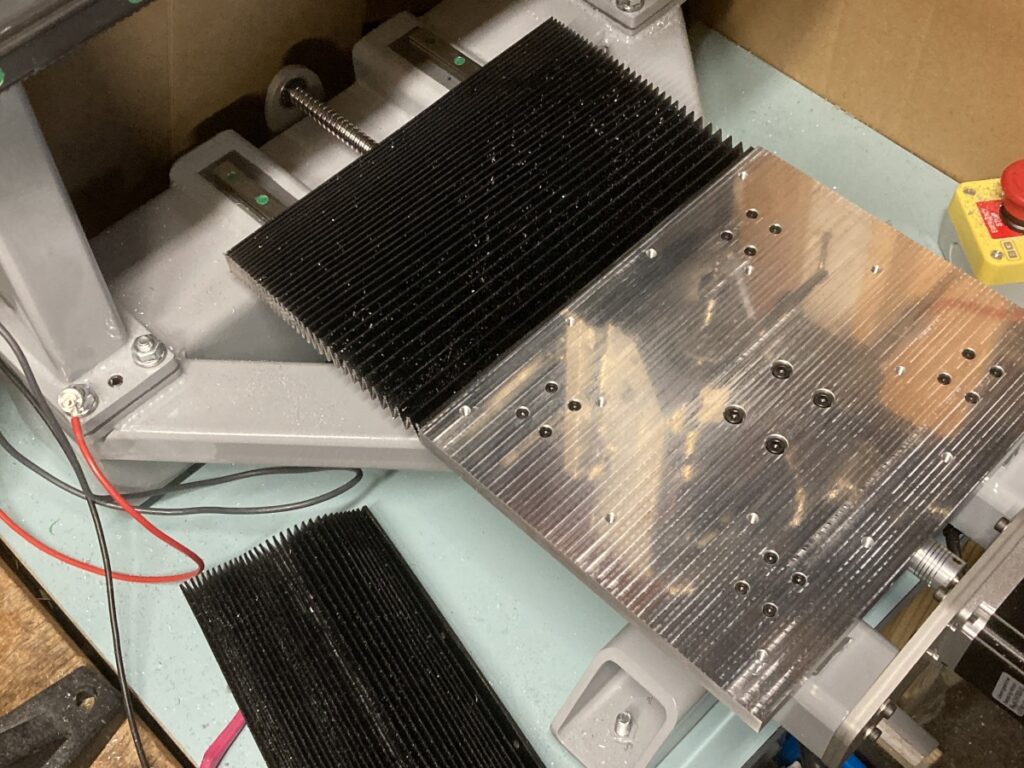
Flushed with success, I got it to drill and chamfer the matrix of fixturing holes as well:
I had to tap them all by hand though …
